


|
| MOQ: | 900kg |
| giá bán: | Negotiation |
| tiêu chuẩn đóng gói: | 25KG / CTN, 36CTN / PALLET hoặc đóng gói nhỏ |
| Thời gian giao hàng: | 30 ngày |
| Phương thức thanh toán: | L / C, T / T |
| khả năng cung cấp: | 500Ton / tháng |
Sự chỉ rõ
Vít đầu lục giác DIN 933được ren hoàn toàn, có ren vít máy thô bên ngoài và giống như các vít đầu lục giác khác, được sử dụng với cả các lỗ và đai ốc.Kích thước của chúng tương tự như ISO 4017 và có sẵn trong thép không gỉ Loại 8,8, 10,9 và 12,9 và thép không gỉ Loại 70 (A2-70, A4-70);Kích thước thép không gỉ ít phổ biến hơn có thể là Loại 50. Lớp mạ kẽm bảo vệ chống lại sự ăn mòn trong khi lớp hoàn thiện trơn không được mạ và có thể bị gỉ.Thép không gỉ A2 được coi là giống như 18-8 và A4 về cơ bản là 316. Dung sai ren Class 8,8 và 10,9 cho lớp hoàn thiện đơn giản là 6g và 6h cho lớp mạ;thép không gỉ là 6g;chủ đề bên phải là tiêu chuẩn.Còn được gọi là bu lông đầu lục giác và bu lông vòi, tất cả các chiều dài đều được ren hoàn toàn.Chiều dài được đo từ dưới đầu đến ngọn.Vít đầu Hex DIN 933 tương tự như ISO 4017, JIS B1180 và ANSI B18.2.3.1M.Ngược lại, DIN 931 có ren một phần và DIN 961 có ren nhỏ.(Ghi chú: Bước ren, khoảng cách giữa các ren, theo truyền thống được bỏ qua đối với ốc vít có ren thô nhưng được đưa vào đây để tham khảo.)
DIN 933 - Bu lông đầu lục giác có ren lên đầu
Định mức hiện tại: DIN EN 24017
Định mức tương đương:ISO 4017;CSN 021103;PN 82105;UNI 5739;EU 24017
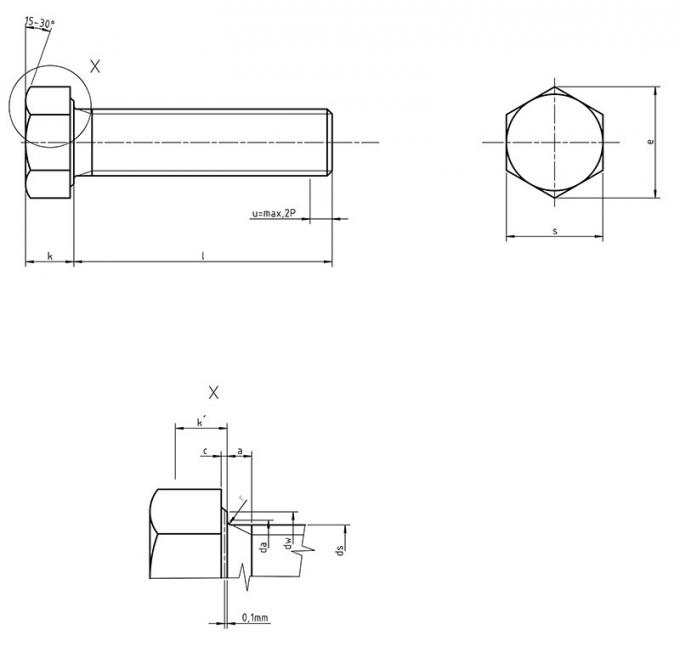
l - chiều dài của bu lông
d - đường kính danh nghĩa của ren
k - chiều cao đầu
r - bán kính
e - đường kính của đường tròn ngoại tiếp (không nhỏ hơn)
S - chìa khóa trao tay cỡ lục giác
c - độ dày của vòng đệm
a - chiều dài cắt ngắn
Thép: 5,6,5,8,8,8,10.9,12,9
Không gỉ: A2, A4
Nhựa: Pa nhựa
Không màu: Thau
Chủ đề: 6g
| Răng ốc d |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| Răng ốc d |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Quy trình công nghệ
Rèn nguội
Điều trị ủ (nếu cần) ➨ kéo dây rèn clod cán chỉ ➨thực hiện xử lý nhiệt (nếu cần) ➨ Hoàn thành ➨ Đóng gói
Rèn nóng
Vật liệu cắt ➨ rèn nóng ➨ quay ➨ đường kính co lại (nửa sợi) ➨cuộn sợi ➨ thực hiện xử lý nhiệt (nếu cần) ➨ Hoàn thành ➨ Đóng gói
Lớp sản phẩm
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
| KHÔNG. | Cơ khí hoặc tài sản vật chất |
Lớp ưu tiên | ||||||||||
| 4,6 | 4.8 | 5,6 | 5,8 | 6,8 | 8.8 | 9,8 | 10,9 | 12,9 / 12,9 | ||||
| D≤16mma | d > 16mmb | d≤16mm | ||||||||||
| 1 | Sức căng Rm, Mpa |
danh dự.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| tối đa | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Sức mạnh năng suất thấp hơn ReL, Mpa |
danh dự.c | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| tối đa | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | Ứng suất ở độ giãn dài không theo hướng 0,2% Rtr0.2, Mpa |
danh dự.c | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| tối đa | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | Ứng suất ở độ giãn dài không tỷ lệ 0,0048 d đối với ốc vít kích thước đầy đủ Rpf, Mpa |
danh dự.c | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| tối đa | —— | 340e | —— | 420e | 480e | —— | —— | —— | —— | —— | ||
| 5 | Ứng suất dưới tải trọng bằng chứng Spf, Mpa |
danh dự. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Bằng chứng Sp, nom/ ReL phút Hoặc là sức mạnh Sp, nom/ Rp0.2 phút Hoặc là rati Sp, nom/ Rpf phút |
0,94 | 0,91 | 0,93 | 0,9 | 0,92 | 0,91 | 0,91 | 0,9 | 0,88 | 0,88 | ||
| 6 | Phần trăm độ giãn dài sau khi gãy xương cho mẫu thử đã gia công, A,% |
tối thiểu | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | số 8 |
| 7 | Phần trăm giảm diện tích sau gãy đối với các mẫu thử đã gia công, Z,% |
tối thiểu | —— | 52 | 48 | 48 | 44 | |||||
| số 8 | Kéo dài sau khi đứt gãy cho kích thước đầy đủ ốc vít, Af |
tối thiểu | —— | 0,24 | —— | 0,22 | 0,2 | —— | —— | —— | —— | —— |
| 9 | Đầu âm thanh | Không gãy | ||||||||||
| 10 | Độ cứng Vickers, HV, F≥98N |
tối thiểu | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| tối đa | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Độ cứng Brinell, HBW , F = 30D² |
tối thiểu | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| tối đa | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Độ cứng Rockwell, HRB, HRB |
tối thiểu | 67 | 71 | 79 | 82 | 89 | |||||
| tối đa | 95g | 99,5 | ||||||||||
| Rockwell độ cứng, HRC |
tối thiểu | —— | 22 | 23 | 28 | 32 | 39 | |||||
| tối đa | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Độ cứng bề mặt HV 0,3 |
tối đa | —— | h | h, j | h, j | ||||||
| 14 | Chiều cao của vùng ren không khử cặn, E, mm | tối thiểu | —— | 1/2 giờ1 | 2/3 giờ1 | 3 / 4H1 | ||||||
| Độ sâu của quá trình khử cacbon hoàn toàn trong chủ đề, G, mm |
tối đa | —— | 0,015 | |||||||||
| 15 | Giảm độ cứng sau khi thử lại, HV | tối đa | —— | 20 | ||||||||
| 16 | Mô-men xoắn phá vỡ, MB, N · m |
tối thiểu | —— | phù hợp với ISO 898-7 | ||||||||
| 17 | Sức mạnh tác động, KVK, tôi, J |
tối thiểu | —— | 27 | —— | 27 | 27 | 27 | 27 | m | ||
| 18 | Tính toàn vẹn bề mặt phù hợp với | ISO 6157-1n | ISO 6157-3 | |||||||||
|
a Giá trị không áp dụng cho kết cấu bắt vít. |
||||||||||||
Phân tích vật liệu và hóa chất
1008
| % COMPOSI HÓA HỌC | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Al |
| 0,06 | 0,06 | 0,33 | 0,013 | 0,003 | 0,01 | 0 | 0,01 | 0,028 |
1035
| % COMPOSI HÓA HỌC | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0,34 | 0,13 | 0,73 | 0,012 | 0,002 | 0,02 | 0,01 | 0,02 |
10B21
| % COMPOSI HÓA HỌC | ||||||
| C | Si | Mn | P | S | Cr | B |
| 0,2 | 0,04 | 0,81 | 0,017 | 0,007 | 0,017 | 0,0021 |
1045
| % COMPOSI HÓA HỌC | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0,45 | 0,23 | 0,58 | 0,014 | 0,006 | 0,057 | 0,008 | 0,016 |
40CR
| % COMPOSI HÓA HỌC | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0,4 | 0,21 | 0,54 | 0,015 | 0,008 | 0,95 | 0,02 | 0,02 |
35CRMO
| % COMPOSI HÓA HỌC | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0,35 | 0,22 | 0,59 | 0,01 | 0,003 | 0,93 | 0,01 | 0,01 | 0,21 |
42CRMO
| % COMPOSI HÓA HỌC | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0,42 | 0,27 | 0,92 | 0,013 | 0,004 | 1,01 | 0,03 | 0,04 | 0,2 |
Hoàn thành
PLAIN ZP YZP BLACK HDG DACROMET GEOMET CHROME NICKEL VÀ BẬT
ĐÓNG GÓI
QBH SỐ LƯỢNG LỚN
20-25KG / CTN, 36CTNS / PALLET
20-30KG / TÚI, 36BAGS / PALLET
MỘT TẤN / HỘP
50kg / KÉO SẮT, 12 KÉO SẮT / PALLET
QBH ĐÓNG GÓI NHỎ
Đóng gói trong hộp nhỏ theo yêu cầu của khách hàng
Đóng gói trong túi nhựa theo yêu cầu của khách hàng
LOẠI PALLET QBH
PALLET HÌNH NHỎ GỖ RẮN
EURO Pallet
BA SPLINT PALLET
HỘP BẰNG GỖ
Ưu điểm của QBH
Ứng dụng sản phẩm
DIN 933 là một vít hình lục giác, được sản xuất từ thép.Bu lông hệ mét 10,9 được sản xuất bằng vật liệu bu lông DIN 933 như thép carbon trung bình, hợp kim thép carbon trung bình hoặc thép boron carbon thấp.Để đủ điều kiện là bu lông hệ mét 10,9 cấp DIN 933, tất cả phải được xử lý bằng cả quá trình tôi và tôi.Thông thường,DIN 933 bu lông 10,9 được sử dụng trong các ứng dụng để bắt vít các bộ phận lớn và rèn, cũng như ngành công nghiệp ô tô.
|
|
| MOQ: | 900kg |
| giá bán: | Negotiation |
| tiêu chuẩn đóng gói: | 25KG / CTN, 36CTN / PALLET hoặc đóng gói nhỏ |
| Thời gian giao hàng: | 30 ngày |
| Phương thức thanh toán: | L / C, T / T |
| khả năng cung cấp: | 500Ton / tháng |
Sự chỉ rõ
Vít đầu lục giác DIN 933được ren hoàn toàn, có ren vít máy thô bên ngoài và giống như các vít đầu lục giác khác, được sử dụng với cả các lỗ và đai ốc.Kích thước của chúng tương tự như ISO 4017 và có sẵn trong thép không gỉ Loại 8,8, 10,9 và 12,9 và thép không gỉ Loại 70 (A2-70, A4-70);Kích thước thép không gỉ ít phổ biến hơn có thể là Loại 50. Lớp mạ kẽm bảo vệ chống lại sự ăn mòn trong khi lớp hoàn thiện trơn không được mạ và có thể bị gỉ.Thép không gỉ A2 được coi là giống như 18-8 và A4 về cơ bản là 316. Dung sai ren Class 8,8 và 10,9 cho lớp hoàn thiện đơn giản là 6g và 6h cho lớp mạ;thép không gỉ là 6g;chủ đề bên phải là tiêu chuẩn.Còn được gọi là bu lông đầu lục giác và bu lông vòi, tất cả các chiều dài đều được ren hoàn toàn.Chiều dài được đo từ dưới đầu đến ngọn.Vít đầu Hex DIN 933 tương tự như ISO 4017, JIS B1180 và ANSI B18.2.3.1M.Ngược lại, DIN 931 có ren một phần và DIN 961 có ren nhỏ.(Ghi chú: Bước ren, khoảng cách giữa các ren, theo truyền thống được bỏ qua đối với ốc vít có ren thô nhưng được đưa vào đây để tham khảo.)
DIN 933 - Bu lông đầu lục giác có ren lên đầu
Định mức hiện tại: DIN EN 24017
Định mức tương đương:ISO 4017;CSN 021103;PN 82105;UNI 5739;EU 24017
l - chiều dài của bu lông
d - đường kính danh nghĩa của ren
k - chiều cao đầu
r - bán kính
e - đường kính của đường tròn ngoại tiếp (không nhỏ hơn)
S - chìa khóa trao tay cỡ lục giác
c - độ dày của vòng đệm
a - chiều dài cắt ngắn
Thép: 5,6,5,8,8,8,10.9,12,9
Không gỉ: A2, A4
Nhựa: Pa nhựa
Không màu: Thau
Chủ đề: 6g
| Răng ốc d |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| Răng ốc d |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Quy trình công nghệ
Rèn nguội
Điều trị ủ (nếu cần) ➨ kéo dây rèn clod cán chỉ ➨thực hiện xử lý nhiệt (nếu cần) ➨ Hoàn thành ➨ Đóng gói
Rèn nóng
Vật liệu cắt ➨ rèn nóng ➨ quay ➨ đường kính co lại (nửa sợi) ➨cuộn sợi ➨ thực hiện xử lý nhiệt (nếu cần) ➨ Hoàn thành ➨ Đóng gói
Lớp sản phẩm
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
| KHÔNG. | Cơ khí hoặc tài sản vật chất |
Lớp ưu tiên | ||||||||||
| 4,6 | 4.8 | 5,6 | 5,8 | 6,8 | 8.8 | 9,8 | 10,9 | 12,9 / 12,9 | ||||
| D≤16mma | d > 16mmb | d≤16mm | ||||||||||
| 1 | Sức căng Rm, Mpa |
danh dự.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| tối đa | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Sức mạnh năng suất thấp hơn ReL, Mpa |
danh dự.c | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| tối đa | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | Ứng suất ở độ giãn dài không theo hướng 0,2% Rtr0.2, Mpa |
danh dự.c | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| tối đa | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | Ứng suất ở độ giãn dài không tỷ lệ 0,0048 d đối với ốc vít kích thước đầy đủ Rpf, Mpa |
danh dự.c | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| tối đa | —— | 340e | —— | 420e | 480e | —— | —— | —— | —— | —— | ||
| 5 | Ứng suất dưới tải trọng bằng chứng Spf, Mpa |
danh dự. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Bằng chứng Sp, nom/ ReL phút Hoặc là sức mạnh Sp, nom/ Rp0.2 phút Hoặc là rati Sp, nom/ Rpf phút |
0,94 | 0,91 | 0,93 | 0,9 | 0,92 | 0,91 | 0,91 | 0,9 | 0,88 | 0,88 | ||
| 6 | Phần trăm độ giãn dài sau khi gãy xương cho mẫu thử đã gia công, A,% |
tối thiểu | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | số 8 |
| 7 | Phần trăm giảm diện tích sau gãy đối với các mẫu thử đã gia công, Z,% |
tối thiểu | —— | 52 | 48 | 48 | 44 | |||||
| số 8 | Kéo dài sau khi đứt gãy cho kích thước đầy đủ ốc vít, Af |
tối thiểu | —— | 0,24 | —— | 0,22 | 0,2 | —— | —— | —— | —— | —— |
| 9 | Đầu âm thanh | Không gãy | ||||||||||
| 10 | Độ cứng Vickers, HV, F≥98N |
tối thiểu | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| tối đa | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Độ cứng Brinell, HBW , F = 30D² |
tối thiểu | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| tối đa | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Độ cứng Rockwell, HRB, HRB |
tối thiểu | 67 | 71 | 79 | 82 | 89 | |||||
| tối đa | 95g | 99,5 | ||||||||||
| Rockwell độ cứng, HRC |
tối thiểu | —— | 22 | 23 | 28 | 32 | 39 | |||||
| tối đa | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Độ cứng bề mặt HV 0,3 |
tối đa | —— | h | h, j | h, j | ||||||
| 14 | Chiều cao của vùng ren không khử cặn, E, mm | tối thiểu | —— | 1/2 giờ1 | 2/3 giờ1 | 3 / 4H1 | ||||||
| Độ sâu của quá trình khử cacbon hoàn toàn trong chủ đề, G, mm |
tối đa | —— | 0,015 | |||||||||
| 15 | Giảm độ cứng sau khi thử lại, HV | tối đa | —— | 20 | ||||||||
| 16 | Mô-men xoắn phá vỡ, MB, N · m |
tối thiểu | —— | phù hợp với ISO 898-7 | ||||||||
| 17 | Sức mạnh tác động, KVK, tôi, J |
tối thiểu | —— | 27 | —— | 27 | 27 | 27 | 27 | m | ||
| 18 | Tính toàn vẹn bề mặt phù hợp với | ISO 6157-1n | ISO 6157-3 | |||||||||
|
a Giá trị không áp dụng cho kết cấu bắt vít. |
||||||||||||
Phân tích vật liệu và hóa chất
1008
| % COMPOSI HÓA HỌC | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Al |
| 0,06 | 0,06 | 0,33 | 0,013 | 0,003 | 0,01 | 0 | 0,01 | 0,028 |
1035
| % COMPOSI HÓA HỌC | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0,34 | 0,13 | 0,73 | 0,012 | 0,002 | 0,02 | 0,01 | 0,02 |
10B21
| % COMPOSI HÓA HỌC | ||||||
| C | Si | Mn | P | S | Cr | B |
| 0,2 | 0,04 | 0,81 | 0,017 | 0,007 | 0,017 | 0,0021 |
1045
| % COMPOSI HÓA HỌC | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0,45 | 0,23 | 0,58 | 0,014 | 0,006 | 0,057 | 0,008 | 0,016 |
40CR
| % COMPOSI HÓA HỌC | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0,4 | 0,21 | 0,54 | 0,015 | 0,008 | 0,95 | 0,02 | 0,02 |
35CRMO
| % COMPOSI HÓA HỌC | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0,35 | 0,22 | 0,59 | 0,01 | 0,003 | 0,93 | 0,01 | 0,01 | 0,21 |
42CRMO
| % COMPOSI HÓA HỌC | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0,42 | 0,27 | 0,92 | 0,013 | 0,004 | 1,01 | 0,03 | 0,04 | 0,2 |
Hoàn thành
PLAIN ZP YZP BLACK HDG DACROMET GEOMET CHROME NICKEL VÀ BẬT
ĐÓNG GÓI
QBH SỐ LƯỢNG LỚN
20-25KG / CTN, 36CTNS / PALLET
20-30KG / TÚI, 36BAGS / PALLET
MỘT TẤN / HỘP
50kg / KÉO SẮT, 12 KÉO SẮT / PALLET
QBH ĐÓNG GÓI NHỎ
Đóng gói trong hộp nhỏ theo yêu cầu của khách hàng
Đóng gói trong túi nhựa theo yêu cầu của khách hàng
LOẠI PALLET QBH
PALLET HÌNH NHỎ GỖ RẮN
EURO Pallet
BA SPLINT PALLET
HỘP BẰNG GỖ
Ưu điểm của QBH
Ứng dụng sản phẩm
DIN 933 là một vít hình lục giác, được sản xuất từ thép.Bu lông hệ mét 10,9 được sản xuất bằng vật liệu bu lông DIN 933 như thép carbon trung bình, hợp kim thép carbon trung bình hoặc thép boron carbon thấp.Để đủ điều kiện là bu lông hệ mét 10,9 cấp DIN 933, tất cả phải được xử lý bằng cả quá trình tôi và tôi.Thông thường,DIN 933 bu lông 10,9 được sử dụng trong các ứng dụng để bắt vít các bộ phận lớn và rèn, cũng như ngành công nghiệp ô tô.

