


|
| MOQ: | 900kg |
| giá bán: | Negotiation |
| tiêu chuẩn đóng gói: | 25KG / CTN, 36CTN / PALLET hoặc đóng gói nhỏ |
| Thời gian giao hàng: | 30 ngày |
| Phương thức thanh toán: | L / C, T / T, viêm khớp |
| khả năng cung cấp: | 600 tấn / tháng |
Sự chỉ rõ
Vít nắp đầu ổ cắm thường được sử dụng trong lắp ráp máy cho các tấm và bộ phận có thể tháo rời.Chúng có nắp tròn với đầu lục giác và được vặn chặt bằng ổ cắm cờ lê.Những chiếc mũ dài hơn sẽ dễ nhìn thấy hơn khi được buộc chặt, trong khi những chiếc mũ có nút và đầu phẳng ít có khả năng bị đứt quần áo hoặc các mối liên kết.Nắp vít có lớp hoàn thiện oxit đen hoặc lớp áo giáp chống ăn mòn.
Đen-oxit vít thép chống ăn mòn nhẹ trong khô môi trường. Kẽm-mạ vít thép
chống ăn mòn trong ẩm ướt môi trường. Các vít với một màu xanh da trời-nhuộm kết thúc dễ dàng phân biệt.
Kẽm-vảy-tráng vít thép chống ăn mòn gấp 20 lần vít mạ kẽm và
có thể so sánh với lớp phủ Dacromet đinh vít. Kẽm-nhôm-tráng vít thép gấp 40 lần
chống ăn mòn như vít mạ kẽm và có thể so sánh với loại tráng Magni đinh vít. Họ chịu được
1,000 giờ phun muối trên mỗi ASTM B117.
Thô chủ đề là ngành công nghiệp Tiêu chuẩn; chọn các vít này nếu bạn không biết cao độ hoặc chủ đề
mỗi inch. Khỏe và thêm-khỏe các sợi chỉ được cách đều nhau để tránh nới lỏng sự rung động; tốt hơn
các chủ đề, càng tốt càng tốt Sức cản. Chúng không tương thích với thô chủ đề.
Vít đáp ứng ASTM A574, ASTM A574M, và ISO 898-1 tuân thủ các thông số kỹ thuật và thử nghiệm
yêu cầu đối với vật liệu chất lượng. Vít đáp ứng GIỐNG TÔI B18.3, GIỐNG TÔI B18.3M, ISO 21269, và
ISO 4762 (trước kia DIN 912) tuân thủ các thông số kỹ thuật cho chiều tiêu chuẩn.
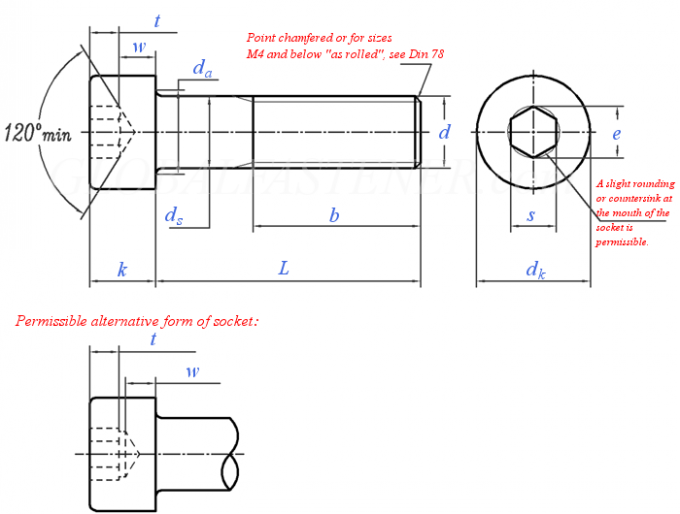
d - đường kính danh nghĩa của ren
k - chiều cao đầu
t - Độ sâu rãnh
dk - đường kính đầu
L - chiều dài của bu lông
S - kích thước của hình lục giác bên trong
Thép: 8,8, 10,9, 12,9
Không gỉ: A2, A4
Nhựa: -
Không màu: -
Chủ đề: 6g, 5g6g cho sức mạnh 12,9
|
||||||||||||||||||||
|
||||||||||||||||||||
|
||||||||||||||||||||
|
||||||||||||||||||||
Quy trình công nghệ
Rèn nguội
Điều trị ủ (nếu cần) ➨ kéo dây rèn clod ➨ cán chỉ ➨thực hiện xử lý nhiệt (nếu cần) ➨ Hoàn thành ➨ Đóng gói
Rèn nóng
Vật liệu cắt ➨ rèn nóng ➨ quay ➨ đường kính co lại (nửa sợi) ➨cuộn sợi ➨ thực hiện xử lý nhiệt (nếu cần) ➨ Hoàn thành ➨ Đóng gói
Cấp sản phẩm
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
Tài sản cơ học
| KHÔNG. | Cơ khí hoặc tài sản vật chất |
Lớp ưu tiên | ||||||||||
| 4,6 | 4.8 | 5,6 | 5,8 | 6,8 | 8.8 | 9,8 | 10,9 | 12,9 / 12,9 | ||||
| D≤16mma | d > 16mmb | d≤16mm | ||||||||||
| 1 | Sức căng Rm, Mpa |
danh dự.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| tối đa | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Sức mạnh năng suất thấp hơn ReL, Mpa |
danh dự.c | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| tối đa | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | Ứng suất ở độ giãn dài không theo hướng 0,2% Rtr0.2, Mpa |
danh dự.c | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| tối đa | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | Ứng suất ở độ giãn dài không tỷ lệ 0,0048 d đối với ốc vít kích thước đầy đủ Rpf, Mpa |
danh dự.c | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| tối đa | —— | 340e | —— | 420e | 480e | —— | —— | —— | —— | —— | ||
| 5 | Ứng suất dưới tải trọng bằng chứng Spf, Mpa |
danh dự. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Bằng chứng Sp, nom/ ReL phút Hoặc là sức mạnh Sp, nom/ Rp0.2 phút Hoặc là rati Sp, nom/ Rpf phút |
0,94 | 0,91 | 0,93 | 0,9 | 0,92 | 0,91 | 0,91 | 0,9 | 0,88 | 0,88 | ||
| 6 | Phần trăm độ giãn dài sau khi gãy xương cho mẫu thử đã gia công, A,% |
tối thiểu | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | số 8 |
| 7 | Phần trăm giảm diện tích sau gãy đối với các mẫu thử đã gia công, Z,% |
tối thiểu | —— | 52 | 48 | 48 | 44 | |||||
| số 8 | Kéo dài sau khi đứt gãy cho kích thước đầy đủ ốc vít, Af |
tối thiểu | —— | 0,24 | —— | 0,22 | 0,2 | —— | —— | —— | —— | —— |
| 9 | Đầu âm thanh | Không gãy | ||||||||||
| 10 | Độ cứng Vickers, HV, F≥98N |
tối thiểu | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| tối đa | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Độ cứng Brinell, HBW , F = 30D² |
tối thiểu | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| tối đa | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Độ cứng Rockwell, HRB, HRB |
tối thiểu | 67 | 71 | 79 | 82 | 89 | |||||
| tối đa | 95g | 99,5 | ||||||||||
| Rockwell độ cứng, HRC |
tối thiểu | —— | 22 | 23 | 28 | 32 | 39 | |||||
| tối đa | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Độ cứng bề mặt HV 0,3 |
tối đa | —— | h | h, j | h, j | ||||||
| 14 | Chiều cao của vùng ren không khử cặn, E, mm | tối thiểu | —— | 1/2 giờ1 | 2/3 giờ1 | 3 / 4H1 | ||||||
| Độ sâu của quá trình khử cacbon hoàn toàn trong chủ đề, G, mm |
tối đa | —— | 0,015 | |||||||||
| 15 | Giảm độ cứng sau khi thử lại, HV | tối đa | —— | 20 | ||||||||
| 16 | Mô-men xoắn phá vỡ, MB, N · m |
tối thiểu | —— | phù hợp với ISO 898-7 | ||||||||
| 17 | Sức mạnh tác động, KVK, tôi, J |
tối thiểu | —— | 27 | —— | 27 | 27 | 27 | 27 | m | ||
| 18 | Tính toàn vẹn bề mặt phù hợp với | ISO 6157-1n | ISO 6157-3 | |||||||||
| a Giá trị không áp dụng cho kết cấu bắt vít. b Đối với bu lông kết cấu d W M12. c Các giá trị danh nghĩa chỉ được chỉ định cho mục đích của hệ thống chỉ định cho các lớp thuộc tính. Xem Điều 5. d Trong trường hợp không xác định được cường độ chảy thấp hơn ReL, thì cho phép đo ứng suất ở 0,2% độ giãn dài không tỷ lệ Rp0,2. e Đối với các lớp thuộc tính 4.8, 5.8 và 6.8, các giá trị cho Rpf min đang được điều tra.Các giá trị hiện tại chỉ được đưa ra để tính toán tỷ lệ ứng suất chứng minh.Chúng không phải là giá trị thử nghiệm. f Tải trọng bằng chứng được quy định trong Bảng 5 và 7. g Độ cứng được xác định ở phần cuối của dây buộc phải là 250 HV, tối đa 238 HB hoặc 99,5 HRB. h Độ cứng bề mặt không được cao hơn 30 điểm Vickers so với độ cứng lõi đo được của đai xiết khi thực hiện xác định cả độ cứng bề mặt và độ cứng lõi với HV 0,3. i Bất kỳ sự gia tăng nào về độ cứng trên bề mặt cho thấy rằng độ cứng bề mặt vượt quá 390 HV đều không được chấp nhận. j Bất kỳ sự gia tăng nào về độ cứng trên bề mặt cho thấy rằng độ cứng bề mặt vượt quá 435 HV đều không được chấp nhận. k Các giá trị được xác định ở nhiệt độ thử nghiệm là −20 ° C, xem 9.14. l Áp dụng cho d W 16 mm.m Giá trị của KV đang được điều tra. n Thay vì ISO 6157-1, ISO 6157-3 có thể áp dụng theo thỏa thuận giữa nhà sản xuất và người mua. |
||||||||||||
Phân tích vật liệu và hóa chất
1008
| % COMPOSI HÓA HỌC | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Al |
| 0,06 | 0,06 | 0,33 | 0,013 | 0,003 | 0,01 | 0 | 0,01 | 0,028 |
1035
| % COMPOSI HÓA HỌC | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0,34 | 0,13 | 0,73 | 0,012 | 0,002 | 0,02 | 0,01 | 0,02 |
10B21
| % COMPOSI HÓA HỌC | ||||||
| C | Si | Mn | P | S | Cr | B |
| 0,2 | 0,04 | 0,81 | 0,017 | 0,007 | 0,017 | 0,0021 |
1045
| % COMPOSI HÓA HỌC | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0,45 | 0,23 | 0,58 | 0,014 | 0,006 | 0,057 | 0,008 | 0,016 |
40CR
| % COMPOSI HÓA HỌC | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0,4 | 0,21 | 0,54 | 0,015 | 0,008 | 0,95 | 0,02 | 0,02 |
35CRMO
| % COMPOSI HÓA HỌC | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0,35 | 0,22 | 0,59 | 0,01 | 0,003 | 0,93 | 0,01 | 0,01 | 0,21 |
42CRMO
| % COMPOSI HÓA HỌC | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0,42 | 0,27 | 0,92 | 0,013 | 0,004 | 1,01 | 0,03 | 0,04 | 0,2 |
Hoàn thành
PLAIN ZP YZP BLACK HDG DACROMET GEOMET CHROME NICKEL VÀ BẬT
ĐÓNG GÓI
QBH SỐ LƯỢNG LỚN
20-25KG / CTN, 36CTNS / PALLET
20-30KG / TÚI, 36BAGS / PALLET
MỘT TẤN / HỘP
50kg / KÉO SẮT, 12 KÉO SẮT / PALLET
QBH ĐÓNG GÓI NHỎ
Đóng gói trong hộp nhỏ theo yêu cầu của khách hàng
Đóng gói trong túi nhựa theo yêu cầu của khách hàng
LOẠI PALLET QBH
PALLET HÌNH NHỎ GỖ RẮN
EURO Pallet
BA SPLINT PALLET
HỘP BẰNG GỖ
Ưu điểm của QBH
|
|
| MOQ: | 900kg |
| giá bán: | Negotiation |
| tiêu chuẩn đóng gói: | 25KG / CTN, 36CTN / PALLET hoặc đóng gói nhỏ |
| Thời gian giao hàng: | 30 ngày |
| Phương thức thanh toán: | L / C, T / T, viêm khớp |
| khả năng cung cấp: | 600 tấn / tháng |
Sự chỉ rõ
Vít nắp đầu ổ cắm thường được sử dụng trong lắp ráp máy cho các tấm và bộ phận có thể tháo rời.Chúng có nắp tròn với đầu lục giác và được vặn chặt bằng ổ cắm cờ lê.Những chiếc mũ dài hơn sẽ dễ nhìn thấy hơn khi được buộc chặt, trong khi những chiếc mũ có nút và đầu phẳng ít có khả năng bị đứt quần áo hoặc các mối liên kết.Nắp vít có lớp hoàn thiện oxit đen hoặc lớp áo giáp chống ăn mòn.
Đen-oxit vít thép chống ăn mòn nhẹ trong khô môi trường. Kẽm-mạ vít thép
chống ăn mòn trong ẩm ướt môi trường. Các vít với một màu xanh da trời-nhuộm kết thúc dễ dàng phân biệt.
Kẽm-vảy-tráng vít thép chống ăn mòn gấp 20 lần vít mạ kẽm và
có thể so sánh với lớp phủ Dacromet đinh vít. Kẽm-nhôm-tráng vít thép gấp 40 lần
chống ăn mòn như vít mạ kẽm và có thể so sánh với loại tráng Magni đinh vít. Họ chịu được
1,000 giờ phun muối trên mỗi ASTM B117.
Thô chủ đề là ngành công nghiệp Tiêu chuẩn; chọn các vít này nếu bạn không biết cao độ hoặc chủ đề
mỗi inch. Khỏe và thêm-khỏe các sợi chỉ được cách đều nhau để tránh nới lỏng sự rung động; tốt hơn
các chủ đề, càng tốt càng tốt Sức cản. Chúng không tương thích với thô chủ đề.
Vít đáp ứng ASTM A574, ASTM A574M, và ISO 898-1 tuân thủ các thông số kỹ thuật và thử nghiệm
yêu cầu đối với vật liệu chất lượng. Vít đáp ứng GIỐNG TÔI B18.3, GIỐNG TÔI B18.3M, ISO 21269, và
ISO 4762 (trước kia DIN 912) tuân thủ các thông số kỹ thuật cho chiều tiêu chuẩn.
d - đường kính danh nghĩa của ren
k - chiều cao đầu
t - Độ sâu rãnh
dk - đường kính đầu
L - chiều dài của bu lông
S - kích thước của hình lục giác bên trong
Thép: 8,8, 10,9, 12,9
Không gỉ: A2, A4
Nhựa: -
Không màu: -
Chủ đề: 6g, 5g6g cho sức mạnh 12,9
|
||||||||||||||||||||
|
||||||||||||||||||||
|
||||||||||||||||||||
|
||||||||||||||||||||
Quy trình công nghệ
Rèn nguội
Điều trị ủ (nếu cần) ➨ kéo dây rèn clod ➨ cán chỉ ➨thực hiện xử lý nhiệt (nếu cần) ➨ Hoàn thành ➨ Đóng gói
Rèn nóng
Vật liệu cắt ➨ rèn nóng ➨ quay ➨ đường kính co lại (nửa sợi) ➨cuộn sợi ➨ thực hiện xử lý nhiệt (nếu cần) ➨ Hoàn thành ➨ Đóng gói
Cấp sản phẩm
Class4.8 Class5.8 Class6.8 Class8.8 Class10.9 Class12.9
Tài sản cơ học
| KHÔNG. | Cơ khí hoặc tài sản vật chất |
Lớp ưu tiên | ||||||||||
| 4,6 | 4.8 | 5,6 | 5,8 | 6,8 | 8.8 | 9,8 | 10,9 | 12,9 / 12,9 | ||||
| D≤16mma | d > 16mmb | d≤16mm | ||||||||||
| 1 | Sức căng Rm, Mpa |
danh dự.c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||
| tối đa | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||
| 2 | Sức mạnh năng suất thấp hơn ReL, Mpa |
danh dự.c | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— |
| tối đa | 240 | —— | 300 | —— | —— | —— | —— | —— | —— | —— | ||
| 3 | Ứng suất ở độ giãn dài không theo hướng 0,2% Rtr0.2, Mpa |
danh dự.c | —— | —— | —— | —— | —— | 640 | 640 | 720 | 900 | 1080 |
| tối đa | —— | —— | —— | —— | —— | 640 | 660 | 720 | 940 | 1100 | ||
| 4 | Ứng suất ở độ giãn dài không tỷ lệ 0,0048 d đối với ốc vít kích thước đầy đủ Rpf, Mpa |
danh dự.c | —— | 320 | —— | 400 | 480 | —— | —— | —— | —— | —— |
| tối đa | —— | 340e | —— | 420e | 480e | —— | —— | —— | —— | —— | ||
| 5 | Ứng suất dưới tải trọng bằng chứng Spf, Mpa |
danh dự. | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 |
| Bằng chứng Sp, nom/ ReL phút Hoặc là sức mạnh Sp, nom/ Rp0.2 phút Hoặc là rati Sp, nom/ Rpf phút |
0,94 | 0,91 | 0,93 | 0,9 | 0,92 | 0,91 | 0,91 | 0,9 | 0,88 | 0,88 | ||
| 6 | Phần trăm độ giãn dài sau khi gãy xương cho mẫu thử đã gia công, A,% |
tối thiểu | 22 | -— | 20 | —— | —— | 12 | 12 | 10 | 9 | số 8 |
| 7 | Phần trăm giảm diện tích sau gãy đối với các mẫu thử đã gia công, Z,% |
tối thiểu | —— | 52 | 48 | 48 | 44 | |||||
| số 8 | Kéo dài sau khi đứt gãy cho kích thước đầy đủ ốc vít, Af |
tối thiểu | —— | 0,24 | —— | 0,22 | 0,2 | —— | —— | —— | —— | —— |
| 9 | Đầu âm thanh | Không gãy | ||||||||||
| 10 | Độ cứng Vickers, HV, F≥98N |
tối thiểu | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 |
| tối đa | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||
| 11 | Độ cứng Brinell, HBW , F = 30D² |
tối thiểu | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 |
| tối đa | 209g | 238 | 304 | 318 | 342 | 361 | 414 | |||||
| 12 | Độ cứng Rockwell, HRB, HRB |
tối thiểu | 67 | 71 | 79 | 82 | 89 | |||||
| tối đa | 95g | 99,5 | ||||||||||
| Rockwell độ cứng, HRC |
tối thiểu | —— | 22 | 23 | 28 | 32 | 39 | |||||
| tối đa | —— | 32 | 34 | 37 | 39 | 44 | ||||||
| 13 | Độ cứng bề mặt HV 0,3 |
tối đa | —— | h | h, j | h, j | ||||||
| 14 | Chiều cao của vùng ren không khử cặn, E, mm | tối thiểu | —— | 1/2 giờ1 | 2/3 giờ1 | 3 / 4H1 | ||||||
| Độ sâu của quá trình khử cacbon hoàn toàn trong chủ đề, G, mm |
tối đa | —— | 0,015 | |||||||||
| 15 | Giảm độ cứng sau khi thử lại, HV | tối đa | —— | 20 | ||||||||
| 16 | Mô-men xoắn phá vỡ, MB, N · m |
tối thiểu | —— | phù hợp với ISO 898-7 | ||||||||
| 17 | Sức mạnh tác động, KVK, tôi, J |
tối thiểu | —— | 27 | —— | 27 | 27 | 27 | 27 | m | ||
| 18 | Tính toàn vẹn bề mặt phù hợp với | ISO 6157-1n | ISO 6157-3 | |||||||||
| a Giá trị không áp dụng cho kết cấu bắt vít. b Đối với bu lông kết cấu d W M12. c Các giá trị danh nghĩa chỉ được chỉ định cho mục đích của hệ thống chỉ định cho các lớp thuộc tính. Xem Điều 5. d Trong trường hợp không xác định được cường độ chảy thấp hơn ReL, thì cho phép đo ứng suất ở 0,2% độ giãn dài không tỷ lệ Rp0,2. e Đối với các lớp thuộc tính 4.8, 5.8 và 6.8, các giá trị cho Rpf min đang được điều tra.Các giá trị hiện tại chỉ được đưa ra để tính toán tỷ lệ ứng suất chứng minh.Chúng không phải là giá trị thử nghiệm. f Tải trọng bằng chứng được quy định trong Bảng 5 và 7. g Độ cứng được xác định ở phần cuối của dây buộc phải là 250 HV, tối đa 238 HB hoặc 99,5 HRB. h Độ cứng bề mặt không được cao hơn 30 điểm Vickers so với độ cứng lõi đo được của đai xiết khi thực hiện xác định cả độ cứng bề mặt và độ cứng lõi với HV 0,3. i Bất kỳ sự gia tăng nào về độ cứng trên bề mặt cho thấy rằng độ cứng bề mặt vượt quá 390 HV đều không được chấp nhận. j Bất kỳ sự gia tăng nào về độ cứng trên bề mặt cho thấy rằng độ cứng bề mặt vượt quá 435 HV đều không được chấp nhận. k Các giá trị được xác định ở nhiệt độ thử nghiệm là −20 ° C, xem 9.14. l Áp dụng cho d W 16 mm.m Giá trị của KV đang được điều tra. n Thay vì ISO 6157-1, ISO 6157-3 có thể áp dụng theo thỏa thuận giữa nhà sản xuất và người mua. |
||||||||||||
Phân tích vật liệu và hóa chất
1008
| % COMPOSI HÓA HỌC | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Al |
| 0,06 | 0,06 | 0,33 | 0,013 | 0,003 | 0,01 | 0 | 0,01 | 0,028 |
1035
| % COMPOSI HÓA HỌC | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0,34 | 0,13 | 0,73 | 0,012 | 0,002 | 0,02 | 0,01 | 0,02 |
10B21
| % COMPOSI HÓA HỌC | ||||||
| C | Si | Mn | P | S | Cr | B |
| 0,2 | 0,04 | 0,81 | 0,017 | 0,007 | 0,017 | 0,0021 |
1045
| % COMPOSI HÓA HỌC | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0,45 | 0,23 | 0,58 | 0,014 | 0,006 | 0,057 | 0,008 | 0,016 |
40CR
| % COMPOSI HÓA HỌC | |||||||
| C | Si | Mn | P | S | Cr | Ni | Cu |
| 0,4 | 0,21 | 0,54 | 0,015 | 0,008 | 0,95 | 0,02 | 0,02 |
35CRMO
| % COMPOSI HÓA HỌC | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0,35 | 0,22 | 0,59 | 0,01 | 0,003 | 0,93 | 0,01 | 0,01 | 0,21 |
42CRMO
| % COMPOSI HÓA HỌC | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0,42 | 0,27 | 0,92 | 0,013 | 0,004 | 1,01 | 0,03 | 0,04 | 0,2 |
Hoàn thành
PLAIN ZP YZP BLACK HDG DACROMET GEOMET CHROME NICKEL VÀ BẬT
ĐÓNG GÓI
QBH SỐ LƯỢNG LỚN
20-25KG / CTN, 36CTNS / PALLET
20-30KG / TÚI, 36BAGS / PALLET
MỘT TẤN / HỘP
50kg / KÉO SẮT, 12 KÉO SẮT / PALLET
QBH ĐÓNG GÓI NHỎ
Đóng gói trong hộp nhỏ theo yêu cầu của khách hàng
Đóng gói trong túi nhựa theo yêu cầu của khách hàng
LOẠI PALLET QBH
PALLET HÌNH NHỎ GỖ RẮN
EURO Pallet
BA SPLINT PALLET
HỘP BẰNG GỖ
Ưu điểm của QBH

